
Уплыў тэмпературы адпалу на астуджаны валок з нізкахромнага малібдэнавага пластыка
Пад уздзеяннем працэсу ліцця астуджаны валок з пластычнага чыгуну з малібдэнам з нізкім утрыманнем хрому мае адносна вялікае напружанне ліцця ў літым стане, таму патрабуецца адпал. Практыка паказала, што тэмпература адпалу пры зняцці напружання не толькі ўплывае на ступень зняцця напружання пры ліцці, але і ўплывае на структуру і эксплуатацыйныя якасці рулона.
Выкарыстоўваючы індукцыйную электрычную печ з частатой магутнасці для выплаўкі расплаўленага жалеза, працэс залівання дном, дыяметр працоўнай паверхні рулона складае 288 мм, а склад паказаны ў табліцы 1. Выразайце такарны станок таўшчынёй 20 мм і шырынёй 40 мм (радыусны памер) ) кольца з раскачанага астылага пласта. Кольца было разрэзана на некалькі ўзораў, якія адпальваліся і падвяргаліся тэрмічнай апрацоўцы пры розных тэмпературах, а затым назіралася металаграфічная структура і цвёрдасць.
На малюнку 1 паказана металаграфічная структура вонкавага боку нарэзанага кольца (каля халоднага тыпу) і ўнутранай часткі нарэзанага кольца (каля стрыжня валка). Малюнкі 1а і 1b паказваюць, што адлітая структура рулона-перліт, ледэбурыт і цвёрдасплаў. Колькасць карбідаў на вонкавым боку датычнага кольца больш, і колькасць перліту менш, і колькасць карбідаў з унутранага боку датыкальнага кольца менш, а колькасць перліту больш. . Выпрабаванне паказвае, што нават калі тэмпература адпалу дасягае 600 ° C і час вытрымкі складае 4 гадзіны, структура рулона ўсё роўна не мае відавочных змен, як паказана на малюнках 1c і 1d.

(а) як адлітыя звонку (б) як адлітыя ўнутры
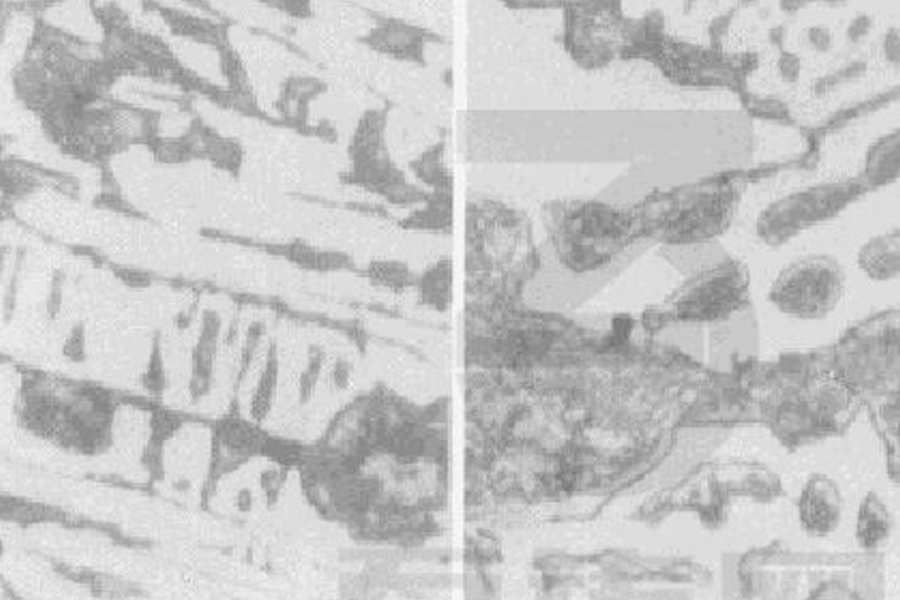
(с) Знешні бок пасля тэрмічнай апрацоўкі 600 × 4 гадзін (г) Унутраны бок пасля тэрмічнай апрацоўкі 600 х 4 гадзін
Малюнак 1 Металаграфічная структура рулона
На малюнку 2 паказана цвёрдасць у розных становішчах нарэзанага кольца рабочага пласта валка ў адлітым стане і пасля розных тэрмічных апрацовак. Малюнак паказвае, што цвёрдасць рулона паступова зніжаецца звонку ўнутр рэжучага кольца. Пасля тэрмічнай апрацоўкі цвёрдасць рулона зніжаецца, а зніжэнне цвёрдасці павялічваецца з павелічэннем тэмпературы тэрмічнай апрацоўкі. Калі тэмпература тэрмічнай апрацоўкі дасягае 600 ° C, цвёрдасць моцна зніжаецца. У адпаведнасці з патрабаваннямі заказчыка да цвёрдасці рулонаў, мы выбіраем тэмпературу адпалу 400 ℃ у вытворчасці.

Абмеркаванне
Зніжэнне цвёрдасці рулона пасля тэрмічнай апрацоўкі выклікана трыма фактарамі. Адным з іх з'яўляецца тое, што металаграфічная структура змяняецца пры тэрмічнай апрацоўцы, напрыклад, пры раскладанні карбідаў. Згодна з малюнкам 1, нават калі тэмпература тэрмічнай апрацоўкі дасягае 600 ° C, структура рулона ўсё роўна не мае значных змен. Гэты вынік адпавядае фазавай дыяграме ферасплаву [1]. Можна бачыць, што зніжэнне цвёрдасці рулона не выклікана зменамі ў металаграфічнай структуры. Другое - легавальныя элементы раўнамерна дыфундуюць, а ступень перанасычэння зніжаецца ў працэсе тэрмічнай апрацоўкі, гэта значыць выклікана зменамі ў мікраструктуры. Для таго, каб вызначыць уплыў гэтага фактару, эксперымент вымяраў мікратвердасць карбіду і перліту пасля розных тэрмічных апрацовак (гл. Малюнак 3). Вынікі вымярэнняў паказваюць, што мікрацвёрдасць перліту і карбідаў зніжаецца ў рознай ступені пасля тэрмічнай апрацоўкі. Гэта з'ява павінна прывесці да зніжэння макраскапічнай цвёрдасці рулона. Трэцяе - зніжэнне макраскапічнай цвёрдасці рулона з зняццем ліцця.
заключэнне
Пасля таго, як астуджаны рулон з пластычнага чыгуну з нізкім утрыманнем хрому і тэрмічнай апрацоўцы пры тэмпературы менш за 600 ° C металаграфічная структура істотна не мяняецца, але макраскапічная цвёрдасць зніжаецца. Калі тэмпература тэрмічнай апрацоўкі складае менш за 450 ° C, цвёрдасць сумесна зніжаецца, а калі тэмпература тэрмічнай апрацоўкі вышэй за 600 ° C, цвёрдасць зніжаецца больш. Прычына зніжэння макраскапічнай цвёрдасці - зніжэнне мікрацвёрдасці і ліквідацыя ліцця напружання.
Калі ласка, захавайце крыніцу і адрас гэтага артыкула для перадруку: Уплыў тэмпературы адпалу на астуджаны валок з нізкахромнага малібдэнавага пластыка
Мінге Кампанія па ліццё пад ціскам прызначаны для вытворчасці і забяспечваюць якасную і высокаэфектыўную ліццёвую дэталь (асартымент ліцейных частак для металу ў асноўным уключае Тонкасценнае ліццё,Кастынг гарачай камеры,Халодная камера ліцця пад ціскам), Круглы сэрвіс (служба ліцця пад ціскам,Апрацоўка з ЧПУ,Выраб цвілі, Апрацоўка паверхні). Любыя замовы для ліцця пад ціскам з алюмінія, ліцця пад магніем або замакам / цынкам і іншыя патрабаванні да адлівак можна звязацца з намі.

Пад кантролем ISO9001 і TS 16949 усе працэсы ажыццяўляюцца праз сотні сучасных машын для ліцця пад ціскам, 5-восевых машын і іншых установак, пачынаючы ад бластеров і заканчваючы пральнымі машынамі Ultra Sonic. Minghe мае не толькі сучаснае абсталяванне, але і прафесійнае абсталяванне каманда вопытных інжынераў, аператараў і інспектараў, каб спраектаваць дызайн заказчыка.

Кантрактны вытворца адлівак з штампаў Магчымасці ўключаюць алюмініевыя часткі для ліцця пад ціскам ад халоднай камеры ад 0.15 фунта. да 6 фунтаў., хуткая налада змены і апрацоўка. Паслугі з дадатковай вартасцю ўключаюць паліроўку, вібрацыю, зняцце задзірын, дробеструйную апрацоўку, афарбоўку, пакрыццё, пакрыццё, зборку і аснастку інструментаў. Матэрыялы, з якімі працавалі, уключаюць такія сплавы, як 360, 380, 383 і 413.

Дапамога ў дызайне ліцця пад ціскам / адначасовыя інжынерныя паслугі. Спецыяльны вытворца прэцызійных адлівак з цынка. Могуць вырабляцца мініяцюрныя адліўкі, адліўкі пад высокім ціскам, адліўкі з некалькіх слайдаў, звычайныя адлівачныя формы, адліўкі пад штампы і незалежныя адліўкі, а таксама адліваныя вырабы з паражніной. Адліўкі могуць вырабляцца з даўжынёй і шырынёй да 24 цаляў у +/- 0.0005 цалі.

ISO 9001: 2015 сертыфікаваны вытворца адліванага магнію, Магчымасці ўключаюць ліццё пад ціскам магнію пад высокім ціскам да 200 тон гарачай камеры і 3000 тон халоднай камеры, дызайн інструментаў, паліроўка, ліццё, апрацоўка, афарбоўка парашкамі і вадкасцямі, поўны кантроль якасці з магчымасцямі ШМ , зборка, упакоўка і дастаўка.

Сертыфікавана ITAF16949 Дадатковая служба кастынгу ўключае ліцця па выплавляемым мадэлям,ліццё пяску,Гравітацыйны ліццё, Кастынг страчанай пены,Цэнтрабежны кастынг,Вакуумнае ліццё,Пастаянная ліццё цвілі, .Можнасці ўключаюць EDI, інжынерную дапамогу, цвёрдае мадэляванне і другасную апрацоўку.

Ліцейныя галіны Тэматычныя даследаванні дэталяў для: Аўтамабіляў, ровараў, самалётаў, музычных інструментаў, плаўсродкаў, аптычных прыбораў, датчыкаў, мадэляў, электронных прылад, карпусоў, гадзін, машын, рухавікоў, мэблі, ювелірных вырабаў, прылад, тэлекамунікацый, асвятлення, медыцынскіх прыбораў, фатаграфічных прылад, Робаты, скульптуры, гукавое абсталяванне, спартыўнае абсталяванне, інструменты, цацкі і многае іншае.
Што мы можам дапамагчы вам зрабіць далей?
∇ Перайдзіце на галоўную старонку для Ліццё пад ціскам Кітай
→Часткі ліцця-Даведайцеся, што мы зрабілі.
→ Параўнаныя парады пра Паслугі ліцця пад ціскам
By Вытворца ліцця пад ціскам Minghe | Катэгорыі: Карысныя артыкулы |матэрыял Ключавыя словы: Алюмініевае ліццё, Цынкавае ліццё, Ліццё магніем, Тытанавы ліццё, Ліццё з нержавеючай сталі, Ліццё з латуні,Бронзавы ліццё,Кастынг відэа,Гісторыя кампаніі,Алюмініевае ліццё пад ціскам | Каментарыі адключаны







