
Уплыў свердзела і нікеля на ўстойлівасць да цеплавых пашкоджанняў ліццём пад ціскам 4Cr5Mo2V

4Cr5 Mo2V-шырока выкарыстоўваная сталь для ліцця пад ціскам. У працэсе ліцця пад ціскам алюмініевага сплаву з-за эрозіі і адгезіі расплаўленага алюмінія форма пацерпіць тэрмічныя пашкоджанні, такія як тэрмічная стомленасць і тэрмічныя страты расплаву, што прыводзіць да зніжэння яго цвёрдасці і нават заўчаснага разбурэння.
Для таго, каб вывучыць, ці можа нікель або сухасць палепшыць супраціў тэрмічных пашкоджанняў формаў для ліцця пад ціскам з алюмініевага сплаву, былі падрыхтаваны выпрабавальныя блокі з сталі 4Cr5 Mo2V і 4Cr5Mo2V, якія змяшчаюць 1% Ni і 1% Co (масавая доля), і яны былі інкруставаны пасля гартаванне і гартаванне. У фіксаванай матрыцы формы для ліцця пад ціскам алюмініевы сплаў ADC12 з тэмпературай 800 subse пасля гэтага адлівалі ад 200 да 1,000 разоў, а таксама вывучалі макрафатычную марфалогію і цвёрдасць паверхні.
Вынікі паказваюць, што пасля ліцця пад ціскам алюмініевага сплаву 1,000 разоў выпрабавальны блок з сталі 4Cr5Mo2V найбольш моцна прыліпаў да алюмінія і выдаў вельмі мала сеткападобных расколін; выпрабавальны блок з сталі, які змяшчае Ni, злёгку прылеплены да алюмінія, а блок з утрыманнем сталі-менш за ўсё да алюмінію, што сведчыць аб тым, што ўтрыманне 1% сталі 4Cr5Mo2V мае найлепшую ўстойлівасць да тэрмічных пашкоджанняў з літых пад ціскам алюмініевых сплаваў. Акрамя таго, у параўнанні з цвёрдасцю перад ліццём алюмініевага сплаву пасля 1,000-ці разліўкі цвёрдасць паверхні сталі 4Cr5Mo2V, нікельзмяшчальных і сухастойкіх узораў сталі 4Cr5Mo2V знізілася на 2.8, 1.8 і 1.4 HRC. некалькі алюмініевых сплаваў для ліцця пад ціскам. Неспрыяльны ўплыў на цвёрдасць паверхні нікельзмяшчальнай і сухой сталі 4Cr5Mo2V меншы, чым у сталі 4Cr5Mo2V, што звязана з умацаваннем цвёрдага раствора Co і Ni, што спрыяе павышэнню ўстойлівасці алюмінію да вадкасці цвіль і зрабіць форму менш успрымальнай да тэрмічных пашкоджанняў.
Ліццё пад ціскам з алюмініевага сплаву-гэта складаны працэс высокай тэмпературы і высокага ціску. Ёсць шмат фактараў, якія ўплываюць на тэрмічныя пашкоджанні (у тым ліку тэрмічная стомленасць і цеплавыя страты) на прэс-формах для ліцця пад ціскам з алюмініевага сплаву. Сярод іх асабліва важным з'яўляецца склад стальніцы з гарачай апрацоўкай.
Пры нармальных абставінах можна пазбегнуць паломкі ліцця пад ціскам з -за парэпання і пластычнай дэфармацыі. Расколіна цвілі звычайна выклікаецца выпадковай механічнай перагрузкай або цеплавой перагрузкай, што прыводзіць да сур'ёзнай канцэнтрацыі напружання. Раннія расколіны пры тэрмічнай стомленасці і страты пры зварцы (паверхневыя тэрмічныя пашкоджанні) формаў для ліцця пад ціскам з'яўляюцца асноўнымі спосабамі адмоваў, і яны часта ўплываюць адзін на аднаго. Сталь 4Cr5Mo2V - шырока выкарыстоўваная сталь для гарачых работ з добрай зносаўстойлівасцю і ўстойлівасцю да пластычнай дэфармацыі. Дрыль і нікель звычайна выкарыстоўваюцца легіруючымі элементамі, якія дазваляюць эфектыўна павялічваць трываласць і цвёрдасць сталі і аказваюць пэўны ўплыў на супраціў тэрмічным пашкоджанням. Такім чынам, даследуецца сталь 4Cr5Mo2V, 4Cr5Mo2V, якая змяшчае 1% Ni і 1% Co (масавая доля, тое ж самае ніжэй). Устойлівасць сталі да пашкоджанняў расплаўленага алюмінія мае вялікае значэнне для кіраўніцтва рэальнай вытворчасцю.
Аднак большасць метадаў даследавання тэрмічных пашкоджанняў штампованай сталі пад ліццём-гэта імітацыя нагрэву і астуджэння. Узоры сталеліцейнай формы не кантактуюць непасрэдна з расплаўленым алюмініям і не аказваюць уплыву на расплаўлены алюміній, напрыклад, прамы індукцыйны нагрэў узору сталі. -А. У гэтай працы былі падрыхтаваны трохкампанентныя пробныя сталёвыя формы і ўбудаваныя ў форму для ліцця пад ціскам для правядзення выпрабаванняў ліцця пад ціскам з алюмініевага сплаву ADC12. Пашкоджанне расплаўленага алюмінія.
1. Тэставыя матэрыялы і метады
1.1 Выпрабавальныя матэрыялы
Хімічны склад сталі 4Cr5Mo2V, сталі 4Cr5Mo2V, якая змяшчае 1% Ni (далей - сталь 4Cr5Mo2V + Ni), і сталі 4Cr5 Mo2V, якая змяшчае 1% Co (далей - сталі 4Cr5Mo2V + Co), прыведзены ў табліцы 1. Выпрабаванне было адліў з ADC12 Хімічны склад алюмініевага сплаву паказаны ў табліцы 2.
| Табліца 1 Хімічны склад даследаваных сталей для ліцця пад ціскам (масавая доля) % | |||||||
| матэрыял | C | Cr | Mo | V | Co | Ni | Si |
| Сталь 4Cr5Mo2V | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V+Ni сталь | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V+Co сталь | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Табліца 2 Хімічны склад алюмініевага сплаву ADC12 % | |||||||||
| Элемент | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Паказчык якасці | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Метад выпрабаванняў
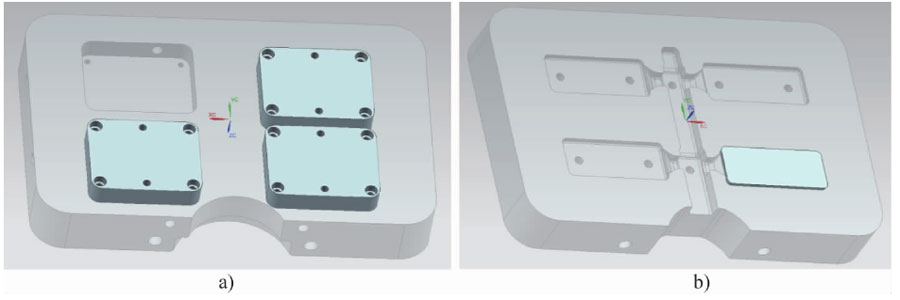
Адпаленая сталь 4Cr5Mo2V, сталь 4Cr5Mo2V + Ni і сталь 4Cr5Mo2V + Co былі перапрацаваны ў выпрабавальныя блокі, як паказана на малюнку 1. Пасля вакуумнай гартавання яны былі загартаваны двойчы з цвёрдасцю каля 47 HRC і дробна адшліфаваны, каб выдаліць накіп вокісу.
Групавы нумар выпрабавальнага блока ўбудаваны ў пазу нерухомай формы, а паражніну з сплаву алюмініевага сплаву ўстаўлена ў рухомую форму, як паказана на малюнку 2. Гарызантальная машына для ліцця пад ціскам 500 т і самастойна распрацаваная форма былі выкарыстаны для тэсту ліцця пад ціскам ліста алюмініевага сплаву ADC12, а алюмініевы сплаў быў выкарыстаны паўторна. Тэмпература расплаўленага алюмінія вышэй, 800 ° C, для паскарэння выпрабаванняў (звычайна тэмпература ліцця пад ціскам алюмініевага сплаву ADC12 складае (650) ° C). Паколькі тэмпература расплаўленага алюмінія складае 120 ℃, што не дасягае тэмпературы плаўлення інтэрметалічнага злучэння Fe-A800, атрыманае злучэнне пасля выпадзення будзе знаходзіцца ў расплаве алюмінія ў выглядзе прымешак. Шматразовае выкарыстанне расплаўленага алюмінія таксама прывядзе да павелічэння колькасці прымешак і ўмацуе алюміній. Ачышчальны эфект вадкасці, тым самым паскараючы тэст.
Пасля тэсту ліцця пад ціскам стэрэамікраскоп быў выкарыстаны для назірання за з'яўленнем адгезіі алюмінія на паверхні тэставага блока; для далейшага назірання за ступень адгезіі алюмінія і наяўнасць расколін на паверхні тэставага блока быў выкарыстаны мікраскоп ультраглыбокай рэзкасці.
2. Вынікі тэсту і аналіз
2. 1 Марфалогія паверхні тэставага блока
2.1.1 Алюміній для паверхняў
На малюнку 3 паказана марфалогія паверхні трох сталёвых выпрабавальных блокаў без ліцця пад ціскам і пасля 600,1000 тысяч раз ліцця пад ціскам. З малюнка 3 (b, e, h) відаць, што пасля 600 раз ліцця пад ціскам сталёвы выпрабавальны блок 4Cr5Mo2V мае найбольш сур'ёзны прыліпак алюмінія.
Сталёвы выпрабавальны блок 4Cr5Mo2V + Co прытрымліваецца найменшага колькасці алюмінія. Малюнак 3 (c, f, i) паказвае, што адгезія алюмінія на паверхні трох выпрабавальных блокаў павялічылася пасля 1,000 раз ліцця пад ціскам. Паверхня сталёвага выпрабавальнага блока 4Cr5Mo2V мае відавочную адгезію з алюмініем, у той час як астатнія два выпрабавальныя блокі маюць невялікую адгезію алюмінія. Выпрабаванне сталі 4Cr5Mo2V + Co Камяк алюмінія найменшы і раўнамерны, што сведчыць аб тым, што алмазная сталь 4Cr5Mo2V мае найлепшую ўстойлівасць да пашкоджанняў вадкім алюмініем, а сталь 4Cr5Mo2V-горшая. Даданне свердзела і нікелевых элементаў спрыяе стабілізацыі высокатэмпературнай цвёрдасці сталі 9-10, а паверхню няпроста "змякчыць" пры паўторным кантакце з расплаўленым алюмініям, таму ўстойлівасць алюмінію да эрозіі лепш і адгезія алюмінія нязначны. Падчас выпрабавання ліццём пад ціскам расплаўлены алюміній паступае ў паражніну, каб дакрануцца да выпрабавальнага блока, а няроўная структура тэставага блока, зона дэфекту апрацоўкі і іншыя лакальныя ўчасткі злёгку прыліпаюць да алюмінія. Алюміній у зоне злучэння алюмінія ўступіць у рэакцыю са сталлю з адукацыяй Fe.} Al далікатнага прамежкавага злучэння, якое будзе разбіта і ачышчана пры прамыванні алюмініевай вадкасці высокага ціску, што прывядзе да з'яўлення ям на паверхні формы і г.д. сур'ёзнае склейванне алюмінія пад вадой.
2.1.2 Паверхневыя расколіны
Малюнак 4 паказвае марфалогію звышглыбіні рэзкасці сталі 4Cr5Mo2V, сталі 4Cr5Mo2V + Ni і сталі 4Cr5Mo2V + Co пасля 1,000 раз ліцця пад ціскам. З малюнка 4 (а) відаць, што на паверхні сталёвага выпрабавальнага блока 4 Cry Mot V ёсць невялікая колькасць мікратрэшчын, размешчаных амаль у чыстай форме. Клеевы алюміній і расплаўлены алюміній ўступаюць у рэакцыю са сталлю з адукацыяй злучэнняў Fe.} Al. Каэфіцыент цеплавога пашырэння Fe.} Al адрозніваецца ад каэфіцыента матрыцы, у выніку чаго ў адгезійным алюмініі і Fe.} Al і злучэннях з'яўляецца вельмі малая колькасць мікротрэшчын. Ачышчальны эфект расплаўленага алюмінія прымушае распаўсюджвацца мікратрэшчыны, а расплаўлены алюміній пранікае ў расколіну і далей уступае ў рэакцыю з матрыцай з утварэннем злучэнняў Fe 2 Al. У наступным працэсе ліцця пад ціскам злучэнні Fe.} Al на паверхні выпрабавальнага блока адслойваюцца і ўтвараюць ямкі. Пасля траўлення і ультрагукавой ачысткі паверхня выпрабавальнага блока выглядала аналагічна сеткападобным алюмініевым вадкасцям. Малюнак 4 (b, c) паказвае, што ў сталі 4Cr5Mo2V + Co і сталі 4Cr5Mo2V + Ni няма расколін, што паказвае, што даданне 1% свердзела або малібдэну можа не толькі паменшыць адгезію паверхні алюмінія, але і паменшыць тэндэнцыі да парэпання формы і павышэнне ўстойлівасці алюмінія. Даданне нікеля і алмазаў, якія не ўтвараюць карбідаў, можа палепшыць высокатэмпературную цвёрдасць формы, а алмаз таксама можа спрыяць дысперсіі і ападкам карбіду малібдэну ў працэсе загартоўкі і ўзмацніць эфект умацавання ападкаў 'z-} 3. Даследаванне, праведзенае Лін Цянь і інш. паказала, што даданне стабілізуючых аўстэніту элементаў у сталь для ліцця пад ціскам можа знізіць канцэнтрацыю напружання. І дрыль, і нікель з'яўляюцца элементамі, якія пашыраюць зону аўстэніту, таму сталь 4Cr5Mo2V + Ni і 4Cr5Mo2V + Co паверхня формы для ліцця пад ціскам не схільная расколін.
Расплаўлены алюміній у працэсе ліцця пад ціскам вельмі моцны супраць цвілі. У адпаведнасці з фазавай дыяграмай Fe-A1, інтэрметалічныя злучэнні Fe-Al, якія ўтвараюцца ў выніку рэакцыі сталі і расплаўленага алюмінія, у асноўным FeAlz, Fez A15, FeA13 і г.д., якія з'яўляюцца далікатнымі. адарвацца ад матрыцы і ўвесці расплаўлены алюміній пад прамыванне расплаўленага алюмінія, пакінуўшы ямкі на паверхні формы. Спалучэнне часткі алюмініевага сплаву і ям формы з'яўляецца адносна трывалым і не адвальваецца, а ў далейшым утварае злучэнні Fe A1. Прытрымліваюцца там алюміній, Fe.} Al і злучэнні схільныя ўзнікненню мікротрэшчын пры астуджэнні. Ліст для ліцця пад ціскам мае менш вадкага алюмінія, таму ён хутчэй застывае, а рэакцыя паміж формай і вадкім алюмініем ідзе павольней. Такім чынам, на паверхні выпрабавальнага блока менш ям з -за рэакцыі Fe і Al, і больш ліпкага алюмінія атрымліваецца ў выніку размывання алюмініевай вадкасці.
2. 2 Цвёрдасць паверхні
У табліцы 3 прыведзена сярэдняе значэнне цвёрдасці паверхні трох выпрабавальных блокаў з матрыцы пасля розных часоў ліцця пад ціскам. Дадзеныя табліцы 3 паказваюць, што паверхневая цвёрдасць трох відаў выпрабавальных блокаў нязначна зніжаецца. З павелічэннем колькасці формаў для ліцця пад ціскам гэта эквівалентна паўторнай загартоўцы выпрабавальнага блока, таму цвёрдасць зніжаецца. Пасля 1,000 раз ліцця пад ціскам цвёрдасць выпрабавальнага блока сталі 4Cr5Mo2V + Co мае найменшае зніжэнне-1.4 HRC; сталёвы выпрабавальны блок 4Cr5Mo2V мае найбольш відавочнае зніжэнне.
Відавочна, што ён знізіўся на 2. 8 HRC; цвёрдасць паверхні выпрабавальнага блока з сталі 4Cr5Mo2V + Ni знізілася на 1. 8 HRC. Стабільная цвёрдасць цвілі спрыяе зніжэнню прыліпання алюмінія, гэта значыць выгадна супрацьстаяць тэрмічным пашкоджанням ліцця пад ціскам.
| Табліца 3 Паверхневая цвёрдасць выпрабавальных блокаў пасля ліцця пад ціскам за розны час % | ||||||
| матэрыял | Няма Die Cast | 200 раз | 400 раз | 600 раз | 800 раз | 1000 раз |
| Сталь 4Cr5Mo2V | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V+Ni сталь | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V+Co сталь | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Пасля доўгага гартавання стальной матрыцы мартэнсіт раскладаецца, а другасныя карбіды становяцца больш грубымі, што прыводзіць да зніжэння цвёрдасці паверхні. І дрыль, і нікель-гэта некарбідафармавальныя элементы, якія могуць замяніць атамы Fe, каб цвёрды раствор сталі ўмацаваўся ад 5 да 8, каб форма мела больш высокую тэмпературную трываласць і падтрымлівала больш высокую цвёрдасць пасля шматразовага хуткага нагрэву і астуджэння. Кітайская асацыяцыя ліцця пад ціскам вывучыла размеркаванне элементаў у загартаванай і загартаванай сталі Cr-Mo-V-Ni і выявіла, што ў працэсе загартоўвання элементы Ni ўзбагацяцца вакол карбідаў, перашкаджаючы тым самым атамам вугляроду ў ферыце вакол карбіды Бесперапынная дыфузія карбідаў павялічвае энергію актывацыі акарбаніравання карбіду, перашкаджае росту карбідаў, тым самым зніжаючы зніжэнне цвёрдасці нікельзмяшчальнай сталі 4Cr5Mo2V і паляпшаючы яе ўстойлівасць да пашкоджання расплаўленага алюмінія.
Кітайская асацыяцыя ліцця пад ціскам вывучыла тэрмічную ўстойлівасць і змены ў мікраструктуры сталеліцейнай сталі з 1% Ni і без Ni, і высветліла, што на пазнейшай стадыі тэсту на тэрмічную ўстойлівасць нікель запаволіць цвёрдасць матрыцы, што робіць сталь лепш тэрмічна ўстойлівы Пол. Свідраванне - гэта элемент, які пашырае фазавую зону аўстэніту. Даданне свердзела ў сталь 4Cr5Mo2V можа спрыяць растварэнню карбідаў падчас працэсу аўстэнізацыі, павышэнню ўтрымання вугляроду ў аўстэніце і павышэнню ўстойлівасці аўстэніту, тым самым павялічваючы ўтрыманы аўстэніт Колькасць тэнзіту і цвёрдасць мартэнсіту, а дрыль таксама можа спрыяюць дысперсіі і ападкам карбіду малібдэну ў працэсе гартавання, а таксама ўзмацняюць эфект умацавання ападкаў z'-1.
Умацавальны эфект нікеля і свердзела на матрыцы прымушае выпрабавальны блок з сталі па -ранейшаму мець больш высокую цвёрдасць паверхні пасля шматразовага прамывання расплаўленага алюмінія, што робіць яго больш устойлівым да эрозіі, што спрыяе паляпшэнню ўстойлівасці выпрабавальнага блока да пашкоджання расплаўленага алюмінія. Павярхоўная цвёрдасць выпрабавальнага блока і ступень адгезіі алюмінія таксама паказваюць (гл. Малюнак 3, табліца 3): Бураны сталёвы выпрабавальны блок 4Cr5 Mo2V мае найменшую колькасць паверхневых ям і адгезію алюмінія пасля 1,000 раз ліцця пад ціскам, гэта значыць устойлівасць да пашкоджання алюмініевай вадкасці лепшая. Такім чынам, ўзмацняльны эфект ад дадання 1% Co ў сталь большы, чым дабаўленне 1% Ni, і тое, і іншае спрыяе паляпшэнню антыалюмініевых пашкоджанняў сталеліцейнай сталі.
3.Заключэнне
- Пасля ліцця алюмініевага сплаву 1 разоў узорам сталі 000Cr4 Mo5V са свердзелам найменш алюмінія, а ўзорам сталі 2Cr4Mo5V-больш за ўсё алюмінію, гэта значыць сталь 2Cr4 Mo5V са свердзелам мае лепшую ўстойлівасць да тэрмічных пашкоджанняў.
- Пасля ліцця алюмініевага сплаву ў 1,000 разоў паверхня цвёрдасці сталі 4Cr5Mo2V, сталі 4Cr5Mo2V + Ni і сталі 4Cr5Mo2V + Co знізілася на 2.8, 1.8 і 1.4 HRC, гэта значыць даданне нікеля або свердзела можа значна палепшыць тэрмаўстойлівасць да пашкоджанняў з ліцця пад ціскам 4Cr5Mo2V.
Калі ласка, захавайце крыніцу і адрас гэтага артыкула для перадруку: Уплыў свердзела і нікеля на ўстойлівасць да цеплавых пашкоджанняў ліццём пад ціскам 4Cr5Mo2V
Мінге Кампанія па ліццё пад ціскам прызначаны для вытворчасці і забяспечваюць якасную і высокаэфектыўную ліццёвую дэталь (асартымент ліцейных частак для металу ў асноўным уключае Тонкасценнае ліццё,Кастынг гарачай камеры,Халодная камера ліцця пад ціскам), Круглы сэрвіс (служба ліцця пад ціскам,Апрацоўка з ЧПУ,Выраб цвілі, Апрацоўка паверхні). Любыя замовы для ліцця пад ціскам з алюмінія, ліцця пад магніем або замакам / цынкам і іншыя патрабаванні да адлівак можна звязацца з намі.

Пад кантролем ISO9001 і TS 16949 усе працэсы ажыццяўляюцца праз сотні сучасных машын для ліцця пад ціскам, 5-восевых машын і іншых установак, пачынаючы ад бластеров і заканчваючы пральнымі машынамі Ultra Sonic. Minghe мае не толькі сучаснае абсталяванне, але і прафесійнае абсталяванне каманда вопытных інжынераў, аператараў і інспектараў, каб спраектаваць дызайн заказчыка.

Кантрактны вытворца адлівак з штампаў Магчымасці ўключаюць алюмініевыя часткі для ліцця пад ціскам ад халоднай камеры ад 0.15 фунта. да 6 фунтаў., хуткая налада змены і апрацоўка. Паслугі з дадатковай вартасцю ўключаюць паліроўку, вібрацыю, зняцце задзірын, дробеструйную апрацоўку, афарбоўку, пакрыццё, пакрыццё, зборку і аснастку інструментаў. Матэрыялы, з якімі працавалі, уключаюць такія сплавы, як 360, 380, 383 і 413.

Дапамога ў дызайне ліцця пад ціскам / адначасовыя інжынерныя паслугі. Спецыяльны вытворца прэцызійных адлівак з цынка. Могуць вырабляцца мініяцюрныя адліўкі, адліўкі пад высокім ціскам, адліўкі з некалькіх слайдаў, звычайныя адлівачныя формы, адліўкі пад штампы і незалежныя адліўкі, а таксама адліваныя вырабы з паражніной. Адліўкі могуць вырабляцца з даўжынёй і шырынёй да 24 цаляў у +/- 0.0005 цалі.

ISO 9001: 2015 сертыфікаваны вытворца адліванага магнію, Магчымасці ўключаюць ліццё пад ціскам магнію пад высокім ціскам да 200 тон гарачай камеры і 3000 тон халоднай камеры, дызайн інструментаў, паліроўка, ліццё, апрацоўка, афарбоўка парашкамі і вадкасцямі, поўны кантроль якасці з магчымасцямі ШМ , зборка, упакоўка і дастаўка.

Сертыфікавана ITAF16949 Дадатковая служба кастынгу ўключае ліцця па выплавляемым мадэлям,ліццё пяску,Гравітацыйны ліццё, Кастынг страчанай пены,Цэнтрабежны кастынг,Вакуумнае ліццё,Пастаянная ліццё цвілі, .Можнасці ўключаюць EDI, інжынерную дапамогу, цвёрдае мадэляванне і другасную апрацоўку.

Ліцейныя галіны Тэматычныя даследаванні дэталяў для: Аўтамабіляў, ровараў, самалётаў, музычных інструментаў, плаўсродкаў, аптычных прыбораў, датчыкаў, мадэляў, электронных прылад, карпусоў, гадзін, машын, рухавікоў, мэблі, ювелірных вырабаў, прылад, тэлекамунікацый, асвятлення, медыцынскіх прыбораў, фатаграфічных прылад, Робаты, скульптуры, гукавое абсталяванне, спартыўнае абсталяванне, інструменты, цацкі і многае іншае.
Што мы можам дапамагчы вам зрабіць далей?
∇ Перайдзіце на галоўную старонку для Ліццё пад ціскам Кітай
→Часткі ліцця-Даведайцеся, што мы зрабілі.
→ Параўнаныя парады пра Паслугі ліцця пад ціскам
By Вытворца ліцця пад ціскам Minghe | Катэгорыі: Карысныя артыкулы |матэрыял Ключавыя словы: Алюмініевае ліццё, Цынкавае ліццё, Ліццё магніем, Тытанавы ліццё, Ліццё з нержавеючай сталі, Ліццё з латуні,Бронзавы ліццё,Кастынг відэа,Гісторыя кампаніі,Алюмініевае ліццё пад ціскам | Каментарыі адключаны







