
Зборка і тэставанне
Зборка і тэставанне
Папярэдні збор Minghe
Ліццё пад ціскам Minghe прапануе гнуткія, эканамічна выгадныя рашэнні пад ключ з убудаванай вытворчасцю пад зборкі і гатовымі зборкамі, гатовымі да вытворчасці.
Мы ў MINGHE CASTING валодаем магчымасцямі і вопытам для правядзення многіх відаў зборкі і выпрабаванняў. Зборка прадукту забяспечваецца для падтрымання высокіх стандартаў якасці, а таксама для эфектыўнага развароту, выкарыстоўваючы зборачныя лініі для вялікай колькасці.
Ад простай механічнай зборкі і выпрабаванняў на ціск, да электрычнай зборкі і выпрабаванняў з дапамогай сеткавага аналізатара. Гэта дазволіць набыць гатовы прадукт, а не проста кампанент.
Электроннае выпрабавальнае абсталяванне выкарыстоўваецца для стварэння стымулюючых сігналаў і фіксацыі адказаў электронных прылад. Правільная праца электроннай прылады можа быць пацверджана альбо выяўлена недахопы ў прыладзе, якія можна прасачыць і адрамантаваць. Выкарыстанне электроннага выпрабавальнага абсталявання мае важнае значэнне для любога тыпу работ па электронных сістэмах.
 |
 |
 |
 |

Нашы спробы і намаганні для больш зручнай зборкі
Калі вам патрэбна простая апаратная ўстаўка або складаная механічная зборка, ліццё пад ціскам можа забяспечыць эканомію часу і эканамічныя паслугі для вашага праекта. Мы кіруем вашым поўным праектам, пачынаючы ад прататыпавання, ліцця пад ціскам, апрацоўкі, закупак запасаў і зборкі. Мы таксама можам забяспечыць камплектацыю сабраных дэталяў для вашай вытворчай лініі і наборы для рамонту. Ад невялікіх механічных узлоў да складаных электрамеханічных корпусаў, мы прыстасоўваем мантажныя рашэнні пад вашыя дакладныя патрэбы.
1. Структура ліцця пад ціскам
Пры шырокім ужыванні тэхналогіі апрацоўкі з ЧПУ складанасць структуры адлівак пад ціскам працягвае павялічвацца. Пры апрацоўцы некаторых адлівак штампаванне вельмі складана, і яны не падыходзяць для шматразовага пазіцыянавання і заціску. Аднаразовая фармавальная тэхналогія агульнай апрацоўкі заключаецца ў павароце і павароце працоўнага стала ў адпаведнасці з вуглом на гарызантальным альбо вертыкальна-гарызантальным станку пераўтваральнага цэнтра апрацоўкі, каб адначасова апрацоўваць усе грані і адтуліны часткі для ліцця пад ціскам, і затым адпавядаць усім патрабаванням геаметрычнага дапуску на чарцяжы. Частка, злучаная з тэхналагічнай ручкай, напластоўваецца і фрэзеруецца, каб аддзяліць тэхналагічную ручку ад нарыхтоўкі.
2. Прынцып апрацоўкі
У поўнай меры скарыстайцеся перавагамі шматвугольнай і ўсенакіраванай апрацоўкі апрацоўчага цэнтра з ЧПУ, выкарыстоўвайце характарыстыкі цвёрдасплаўнага фрэзера для апрацоўкі дэталяў з нізкай дэфармацыяй пры высокай хуткасці і невялікай падачы, выкарыстоўвайце рэшткавую частку профільнай часткі ў якасці ручка працэсу пазіцыянавання і націску, а таксама аўтаматычна выкарыстоўвайце праграмнае забеспячэнне UG. Функцыя праграмавання забяспечвае ўзгодненасць агульнаапрацаваных дэталяў і добрую згуртаванасць усіх бакоў.
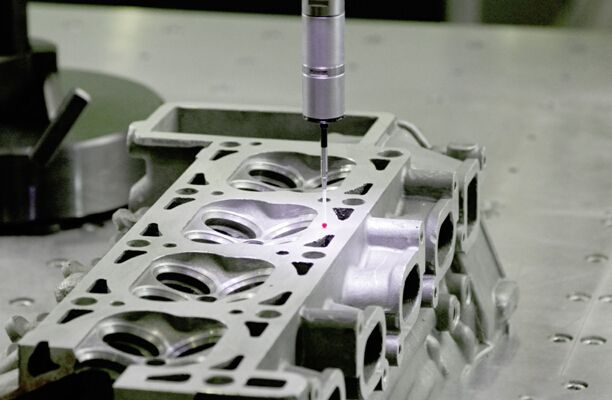
3. Эфект рэалізацыі
Дэталі для ліцця пад ціскам выкарыстоўваюць тэхналогію апрацоўкі і аднаразовага фармавання. Калі дэталі для ліцця пад ціскам вырабляюцца масава, пасля трохкаардынатнага агляду статыстычныя дадзеныя аб дакладнасці формы і становішча наступныя: К плоскасць базавай плоскасці ≤ 0.012 мм, М плоскасць асновы плоскасці ≤ 0.01 мм, М паралельная задняя частка Ступень ≤0.015 мм, перпендыкулярнасць φ30 мм да падставы М складае ≤0.013 мм, перпендыкулярнасць φ32 мм да асновы K складае ≤0.015 мм, перасячэнне φ30 мм і вось φ32 мм складае ≤0.014 мм. Пры масавым вытворчасці дакладнасць формы і становішча дэталяў стабільная, а эфектыўнасць вытворчасці значна палепшана.
4. Ужыванне і пашырэнне
Аднаразовая тэхналогія фарміравання цэласнай апрацоўкі дэталяў можа быць выкарыстана не толькі ў гарызантальных апрацоўчых цэнтрах, але і ў вертыкальных і вертыкальна-гарызантальных пераўтваральных цэнтрах. Дэталі для ліцця пад ціскам можна апрацоўваць і фарміраваць у адзін этап на пяцівосевым апрацоўчым цэнтры, а ручкі тэхналагічнага ліцця можна пластова фрэзераваць; дэталі ліцця пад ціскам могуць быць апрацаваны перавернутай пласцінай на трохвосевым апрацоўчым цэнтры. Для выдалення рэшткавай платформы працэсу.
5. Прымяненне агульнай апрацоўкі
Аднаразовая тэхналогія фарміравання цэласнай апрацоўкі дэталяў у асноўным выкарыстоўваецца пры апрацоўцы дэталяў са складаным пазіцыянаваннем і заціскам. Працэдуры апрацоўкі можна камбінаваць для павышэння эфектыўнасці працы і забеспячэння дакладнасці формы і становішча; ён можа быць выкарыстаны для парнага рэзання сіметрычных дэталяў канструкцыі, каб паменшыць колькасць заціскаў, эканомія выдаткаў на вытворчасць інструмента; прыдатны для высакахуткаснага сканавання апрацоўкі пластамі за пластом, сіла рэзання невялікая, цяпло рэзкі пры апрацоўцы мала, а часткі для ліцця пад ціскам не схільныя дэфармацыі напружання. Гэтая канцэпцыя апрацоўкі паступова прасоўваецца на заводах для ліцця пад ціскам.
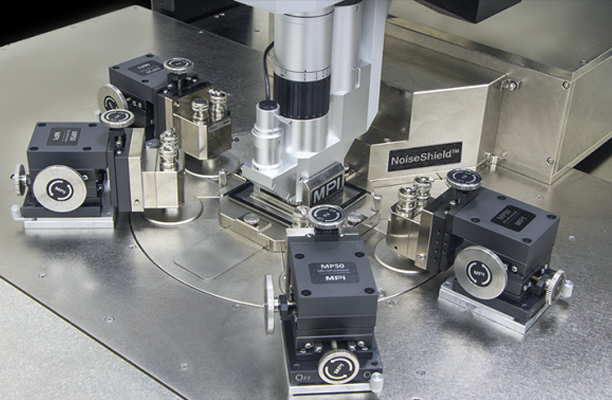
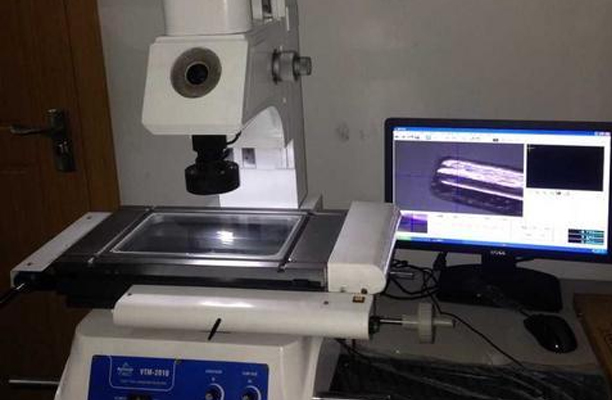
Наш спіс вымяральнага абсталявання
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|