
Мікраструктура і механічныя ўласцівасці канструкцыйных частак аўтамабільнага алюмініевага шасі

Структура адлівак і ключавыя моманты тэхналогіі распрацоўкі
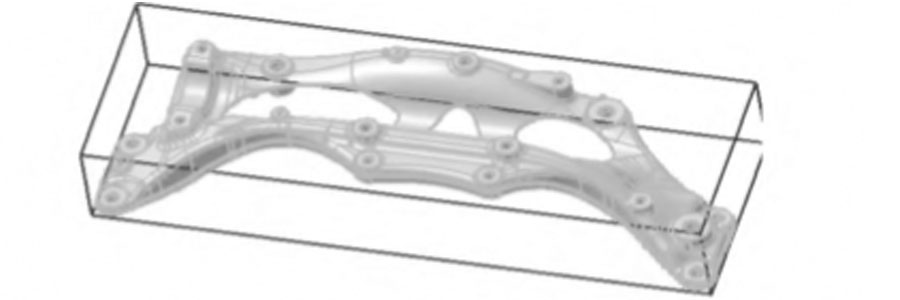
Структура аўтамабільнага шасі паказана на малюнку 1. Яго аб'ём 677.79 мм × 115.40 мм × 232.42 мм, маса 2.6 кг, сярэдняя таўшчыня сценкі 3.5 мм, аб'ём каля 9.88 × 105 мм^3. Прагназуемая плошча адліўкі складае 86300 мм^2, а матэрыял-сплаў Al-8Si-Mn-Mg. Ліццё мае некалькі таўстасценных гарачых швоў, якія лёгка ўтвараюць ўсаджвальныя адтуліны. Патрабаванні да якасці вонкавага выгляду адлівак: без відавочных слядоў ліцця пад ціскам, без відавочных расколін чарапахі і без бурбалак на паверхні; унутраныя патрабаванні да якасці адлівак: адтуліны для агульнага становішча ліцця ніжэй 1 мм, выступу і тоўстых мясных частак патрабуюцца адтуліны 2 мм. патрабаванні да ўтрымання паветра ўнутры адлівак: утрыманне паветра на 100 г алюмінія ў прызначаным канцы напаўнення адліўкі павінна быць менш за 15 мл, а прызначаная частка ўнутраных варот павінна быць менш за 10 мл; механічныя ўласцівасці адлівак (пасля апрацоўкі Т5) M220≥150 кН, цвёрдасць (HRB) 5; патрабаванні да тэсту на стомленасць адлівак: пры нармальных умовах вытрымліваць сілу 6.0 ~ -2 кН у прызначаным пункце, частата 10 Гц, а пашкоджанне не дапускаецца пасля 60 цыклаў. Ва ўмовах выпрабаванняў колькасць цыклаў складае 12 85 разоў. Згодна з вышэйпаказаным патрабаванням, вытворчасць гэтага ліцця адносна цяжкая.
У працэсе распрацоўкі ліцця з мэтай скарачэння цыкла распрацоўкі для аналізу выкарыстоўваецца праграмнае забеспячэнне для лікавага мадэлявання, а з улікам фактычных параметраў вытворчасці прымаюцца чатыры розныя метады ліцця (гл. Малюнак 2). План 1 і план 2 прымаюць грэбнепадобны спосаб залівання, план 3 і план 4-метад залівання веерападобнымі; У параўнанні з Планам 2, План 1 выкарыстоўвае больш канцэнтраваны метад корму, а План 2 - больш диспергированный. ; У параўнанні з варыянтам 4, варыянт 3 мае больш кароткі галоўны бегун, а варыянт 4 - больш доўгі. Выкарыстоўвайце праграмнае забеспячэнне Magma для мадэлявання і аналізу чатырох вышэйзгаданых схем. Вынікі паказваюць, што: Бегун 1 -га варыянту занадта прамы, страты энергіі вялікія, а ўнутранае заліванне засаўкі не сінхранізавана, што брудна; Варыянт 2 запоўнены газам з абодвух бакоў бегуноў, а ліццё для аналізу застывання мае ўсаджвальныя адтуліны па абодва бакі адтулін з разьбой; 3 Бегун занадта кароткі, што не спрыяе прымяненню працэсу ліцця пад высокім вакуумам; Схема 4 Тэмпература сярэдняй залівальнай часткі адлівак вышэй, і эрозія цвілі, хутчэй за ўсё, будзе. Улічваючы стан напаўняльнай вадкасці, ўсаджванне застывання, тэмпературу і г.д., варыянт 4 лепш.

Тэст аптымізацыі параметраў працэсу ліцця пад ціскам
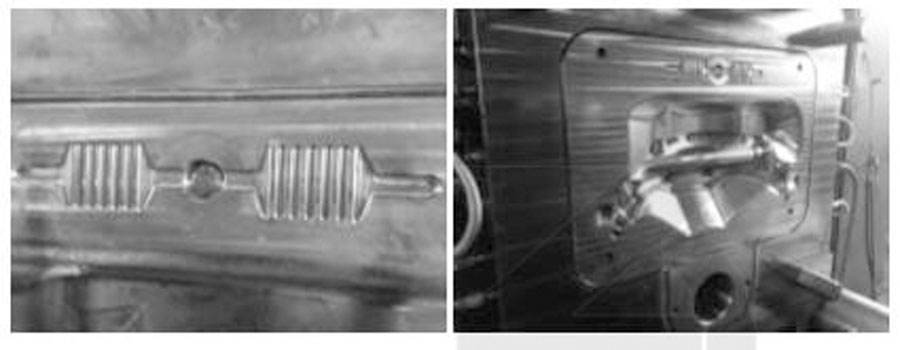
Ён вырабляецца з дапамогай машыны для ліцця ў гарызантальнай халадзільнай камеры 16000 кН ад Idra, якая абсталявана сістэмай кіравання ўпырскам у рэжыме рэальнага часу. Вакуумны клапан-гэта гідраўлічны запорны клапан з высокім вакуумам з незалежнымі правамі інтэлектуальнай уласнасці (гл. Малюнак 3) і абсталяваны сістэмай кіравання высокім вакуумам для дасягнення двухбаковага вакууміравання паражніны і камеры ціску; паверхня формы запячатана сіліконавай паласой дыяметрам 10 мм ((Гл. малюнак 4); форма астуджаецца алейнай асяроддзем і абсталявана тэрмапарай для дакладнага кантролю тэмпературы формы; стрыжань астуджаецца вадой пад высокім ціскам астуджэнне; распыленне аўтаматычна распыляецца робатам ABB.
Для таго, каб атрымаць аптымальнае спалучэнне параметраў наладкі машыны для ліцця пад ціскам і высокага вакуумнага ходу, было праверана 7 набораў камбінацый параметраў ва ўмовах усталявання тэмпературы алюмініевага сплаву на 690 ℃ і тэмпературы формы 200 ℃.
Тэст на пранікненне колеру быў праведзены на адлівак, і вынікі паказалі, што паверхня адліўкі не мела дэфектаў, такіх як дрэннае фарміраванне, халоднае аддзяленне, расколіны і пухіры.
Унутраная якасць адлівак правяралася рэнтгенам. Вынікі паказалі, што ў становішчы пліты не было выяўлена адтулін для ўсаджвання паветра, а таксама не было выяўлена адтулін для паветра, ўсаджвальных адтулін або сітаватай сітаватасці на выступе і тоўстай сценцы адліўкі (гл. Малюнак 6).
Зыходзячы з прыведзенага вышэй аналізу, можна ўбачыць, што павольная хуткасць упырску складае 0.3 м/с, вакуумнае становішча-480 мм, хуткасць ліцця пад ціскам-4.0-4.5 м/с, ціск пры ліцці складае 76 МПа і хуткая ін'екцыя адлегласць 620 мм - лепшае спалучэнне параметраў.
Механічныя выпрабаванні і аналіз прадукцыйнасці
3.1 Уплыў вакууму на структуру і механічныя ўласцівасці адлівак
Можна бачыць, што ліццё пад высокім вакуумам (ступень вакууму 97 кПа) мае больш высокую шчыльнасць, а гэта значыць, што ўнутранае ўтрыманне газу ў ліцці пад ціскам менш. У параўнанні са звычайнымі вакуумнымі (65 кПа вакуумнымі) адлівамі, трываласць на расцяжэнне, мяжа цякучасці, падаўжэнне і цвёрдасць адлівак з высокім вакуумам павялічваюцца адпаведна на 21%, 29%, 18%і 10%, што сведчыць аб высокім вакуумным адліванні Гэта аказвае лепшае спрыяльнае ўздзеянне на паляпшэнне механічных уласцівасцяў канструкцыйных частак.
Няхай гэта будзе ліццё пад высокім вакуумам ці звычайнае вакуумнае ліццё пад ціскам, мікраструктура сплаву падчас ліцця пад высокім вакуумам і звычайнае вакуумнае ліццё пад ціскам. Няхай гэта будзе ліццё пад высокім вакуумам або звычайнае вакуумнае ліццё, структура алюмініевага сплаву Al-8Si-Mn-Mg складаецца з адносна грубага α 1-Al і тонкага круглага α 2-Al, а таксама з тонкай дендрытнай эўтэктыкі Si і г. д. Склад. Нягледзячы на тое, што ў сплаве нізкае ўтрыманне Fe, усё ж можна назіраць невялікую колькасць грануляваных багатых Fe фаз. Паколькі ліццё пад ціскам знаходзіцца пад высокай тэмпературай і высокім ціскам, расплаўлены метал запаўняе паражніну за вельмі кароткі час і застывае да адукацыі. Такая вялікая хуткасць астуджэння можа прымусіць вадкі метал атрымліваць вялікую ступень пераахаладжэння, тым самым павялічваючы колькасць зародкаў. Хуткасць зародка паляпшаецца, эўтэктычны Si ўдасканальваецца, а адукацыя ігольчастай фазы AlSiFe падаўляецца. З -за нізкай ступені вакууму ў звычайных вакуумных умовах унутры адлівак можна назіраць вельмі невялікія дэфекты пары.
3.2 Уплыў тэрмічнай апрацоўкі на прадукцыйнасць і структуру ліцця пад высокім вакуумам
3.2.1 Механічныя ўласцівасці
Адлівак неабходна прайсці тэрмічную апрацоўку з вытрымкай, а ўмовы тэрмічнай апрацоўкі - 200 × 2 гадзіны. Затым праводзіцца выпрабаванне на расцяжэнне ў прызначаных месцах (пазіцыі 1, 2, 3) рэбраў адлівак. Можна бачыць, што механічныя ўласцівасці ліцця пад ціскам змяняюцца ў залежнасці ад працэсу ліцця пад ціскам.
У параўнанні са звычайным вакуумным ліццём, ліццё пад высокім вакуумам значна палепшыла трываласць на разрыў, мяжу цякучасці, падаўжэнне і цвёрдасць. Сярод іх трываласць на разрыў павялічваецца прыкладна на 21%, мяжа цякучасці павялічваецца прыкладна на 29%, а хуткасць падаўжэння павялічваецца прыкладна на 21%. Павялічыўшыся прыкладна на 18% і цвёрдасць прыкладна на 10%, можна ўбачыць, што ліццё пад высокім вакуумам значна паляпшае трываласць і цвёрдасць адлівак.
3.2.2 Ударатрываласць
Выпрабаванне ўдарам на вызначаныя пазіцыі рэбраў для ліцця пад ціскам (пазіцыі 1, 2 і 3, якія з'яўляюцца месцамі адбору пробаў для правядзення механічных выпрабаванняў) паказвае, што ўдарная трываласць высокавукуумных адлівак цалкам адпавядае патрабаванням з ліцця.
3.2.3 Малюнак ніткі
Разьбовыя адтуліны М10 і М12 адлівак падвяргаліся выпрабаванням на выцягванне нітак. Рэзьба М10 не змянілася пад дзеяннем 66 кН, а разьба М12 - пад дзеяннем 85 кН, што сведчыць аб тым, што разьбы высокавукуумных адлівак цалкам адпавядаюць патрабаванням сілы.
3.2.4 Выпрабаванне на стомленасць
Пасля таго, як адліўкі былі падвергнуты выпрабаванням на трываласць 410150, флуарэсцэнтнае вызначэнне паказала, што на паверхні адлівак няма расколін, а вынікі паказалі, што ўстойлівасць да стомы высокавукуумных адлівак адпавядае тэхнічным патрабаванням.
3.2.5 Выяўленне ўтрымання газу
Выпрабаванне на ўтрыманне газу паказана ў табліцы 2. З вынікаў выпрабаванняў, прыведзеных у табліцы 6, відаць, што ўтрыманне газу ў ліцейным целе на ўнутраным засаўцы складае менш за 8.9 мл на 100 г Al, а ўтрыманне газу ў ліцці - цела ў баку перапаўнення хваста вады складае менш за 12 мл на 100 г Al, што цалкам адпавядае патрабаванням адліўкі.
4 Заключэнне
- (1) Выкарыстоўваючы лічбавае мадэляванне, былі аптымізаваны працэс фармавання ліцця пад ціскам і працэсы ліцця пад высокім вакуумам канструкцый аўтамабільных шасі, а таксама выраблены высакаякасныя адліўкі з вонкавым і ўнутраным якасцю, якія адказваюць патрабаванням.
- (2) Ліццё пад высокім вакуумам можа значна палепшыць механічныя ўласцівасці канструктыўных частак. У параўнанні са звычайным ліццём пад ціскам, шчыльнасць адлівак у працэсе ліцця пад высокім вакуумам павялічваецца, а мяжа на разрыў, мяжа цякучасці, падаўжэнне і цвёрдасць адлівак павялічваюцца на 21%, 29%, 18%і 10% адпаведна.
- (3) Вынікі выпрабаванняў на трываласць, выцяжку і газаўтварэнне адлівак адпавядаюць тэхнічным патрабаванням прадукту і ўмовам масавага вытворчасці.
Калі ласка, захавайце крыніцу і адрас гэтага артыкула для перадруку: Мікраструктура і механічныя ўласцівасці канструкцыйных частак аўтамабільнага алюмініевага шасі
Мінге Кампанія па ліццё пад ціскам прызначаны для вытворчасці і забяспечваюць якасную і высокаэфектыўную ліццёвую дэталь (асартымент ліцейных частак для металу ў асноўным уключае Тонкасценнае ліццё,Кастынг гарачай камеры,Халодная камера ліцця пад ціскам), Круглы сэрвіс (служба ліцця пад ціскам,Апрацоўка з ЧПУ,Выраб цвілі, Апрацоўка паверхні). Любыя замовы для ліцця пад ціскам з алюмінія, ліцця пад магніем або замакам / цынкам і іншыя патрабаванні да адлівак можна звязацца з намі.

Пад кантролем ISO9001 і TS 16949 усе працэсы ажыццяўляюцца праз сотні сучасных машын для ліцця пад ціскам, 5-восевых машын і іншых установак, пачынаючы ад бластеров і заканчваючы пральнымі машынамі Ultra Sonic. Minghe мае не толькі сучаснае абсталяванне, але і прафесійнае абсталяванне каманда вопытных інжынераў, аператараў і інспектараў, каб спраектаваць дызайн заказчыка.

Кантрактны вытворца адлівак з штампаў Магчымасці ўключаюць алюмініевыя часткі для ліцця пад ціскам ад халоднай камеры ад 0.15 фунта. да 6 фунтаў., хуткая налада змены і апрацоўка. Паслугі з дадатковай вартасцю ўключаюць паліроўку, вібрацыю, зняцце задзірын, дробеструйную апрацоўку, афарбоўку, пакрыццё, пакрыццё, зборку і аснастку інструментаў. Матэрыялы, з якімі працавалі, уключаюць такія сплавы, як 360, 380, 383 і 413.

Дапамога ў дызайне ліцця пад ціскам / адначасовыя інжынерныя паслугі. Спецыяльны вытворца прэцызійных адлівак з цынка. Могуць вырабляцца мініяцюрныя адліўкі, адліўкі пад высокім ціскам, адліўкі з некалькіх слайдаў, звычайныя адлівачныя формы, адліўкі пад штампы і незалежныя адліўкі, а таксама адліваныя вырабы з паражніной. Адліўкі могуць вырабляцца з даўжынёй і шырынёй да 24 цаляў у +/- 0.0005 цалі.

ISO 9001: 2015 сертыфікаваны вытворца адліванага магнію, Магчымасці ўключаюць ліццё пад ціскам магнію пад высокім ціскам да 200 тон гарачай камеры і 3000 тон халоднай камеры, дызайн інструментаў, паліроўка, ліццё, апрацоўка, афарбоўка парашкамі і вадкасцямі, поўны кантроль якасці з магчымасцямі ШМ , зборка, упакоўка і дастаўка.

Сертыфікавана ITAF16949 Дадатковая служба кастынгу ўключае ліцця па выплавляемым мадэлям,ліццё пяску,Гравітацыйны ліццё, Кастынг страчанай пены,Цэнтрабежны кастынг,Вакуумнае ліццё,Пастаянная ліццё цвілі, .Можнасці ўключаюць EDI, інжынерную дапамогу, цвёрдае мадэляванне і другасную апрацоўку.

Ліцейныя галіны Тэматычныя даследаванні дэталяў для: Аўтамабіляў, ровараў, самалётаў, музычных інструментаў, плаўсродкаў, аптычных прыбораў, датчыкаў, мадэляў, электронных прылад, карпусоў, гадзін, машын, рухавікоў, мэблі, ювелірных вырабаў, прылад, тэлекамунікацый, асвятлення, медыцынскіх прыбораў, фатаграфічных прылад, Робаты, скульптуры, гукавое абсталяванне, спартыўнае абсталяванне, інструменты, цацкі і многае іншае.
Што мы можам дапамагчы вам зрабіць далей?
∇ Перайдзіце на галоўную старонку для Ліццё пад ціскам Кітай
→Часткі ліцця-Даведайцеся, што мы зрабілі.
→ Параўнаныя парады пра Паслугі ліцця пад ціскам
By Вытворца ліцця пад ціскам Minghe | Катэгорыі: Карысныя артыкулы |матэрыял Ключавыя словы: Алюмініевае ліццё, Цынкавае ліццё, Ліццё магніем, Тытанавы ліццё, Ліццё з нержавеючай сталі, Ліццё з латуні,Бронзавы ліццё,Кастынг відэа,Гісторыя кампаніі,Алюмініевае ліццё пад ціскам | Каментарыі адключаны







