
Страчанае пакрыццё з ліцця з пены для вялікіх складаных дэталяў з тонкіх сцен
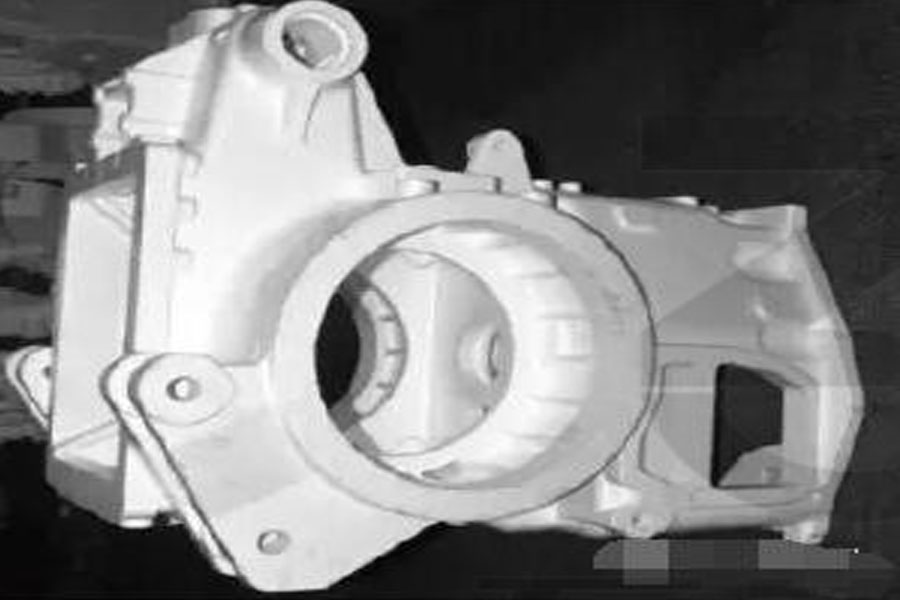
Магутны колавы трактар, незалежна распрацаваны China YTO Group Co., Ltd., мае вялікі задні корпус трансмісіі і вельмі складаную структуру (гл. Малюнак 1), з вонкавым памерам 1050 мм × 925 мм × 750 мм, а фактычны аб'ём ліццё складае каля 0.085 м3. Тэарэтычная вага складае каля 615 кг.
Пры пробным вытворчасці гэтай часткі абалонкі была выкарыстана тэхналогія ліцця страчанай пены. Танкасценная абалонка з такім вялікім аб'ёмам і вагой і складанай структурай была выраблена па гэтай тэхналогіі, і ў існуючых часопісах і часопісах мала справаздач. У выніку шматлікіх пробных вытворчасцяў было ўстаноўлена, што пасля адліўкі пасля залівання ўзнікаюць тры наступныя праблемы: адна - дэфармацыя адлівак, што абцяжарвае гарантаванне дакладнасці памераў адліўкі; па-другое, ва ўнутранай паражніны ліцця лёгка ўтвараецца пясок, апрацаваны жалезам, што павялічвае цяжкасці ачысткі; трэцяя - гэта паверхня адлівак. Утвараюцца дэфекты тэхнічнага вугляроду, што прыводзіць да таго, што ліццё будзе адменена ў працэсе апрацоўкі.
Ёсць шмат фактараў, якія выклікаюць вышэйпаказаныя дэфекты ліцця, але пакрыццё гуляе важную ролю ва ўсім працэсе ліцця страчанай пены. Калі само пакрыццё не сфарміравана належным чынам, а прадукцыйнасць пакрыцця нізкая, гэта не толькі не можа эфектыўна вырашыць праблему, але і прывядзе да дэфектаў.
- (1) Фарба дрэнна пераносіцца. Фарба, якая выкарыстоўваецца ў вытворчым выпрабаванні,-гэта фарба на воднай аснове, а белая форма задняй скрынкі трансмісіі зроблена з пенаполістыролу, які нялёгка намачыць або пракрасціся фарбай на воднай аснове. Дрэнная змочвальнасць, дрэннае пакрыццё, а фарба не можа вісець на паверхні белай цвілі або дрэнна трымаецца. З аднаго боку, гэта прывядзе да таго, што малюнак будзе пакрыты некалькі разоў, а тэндэнцыя да белай цвілі дэфармуецца падчас шматлікіх працэсаў пакрыцця і сушкі. ; З іншага боку, гэта прывядзе да нераўнамернай таўшчыні пакрыцця, нават перарывістага пакрыцця, а мясцовае ўздзеянне белай цвілі прывядзе да дэфектаў прыліпання пяску. З -за вялікіх памераў белай формы задняй скрынкі трансмісіі (гл. Малюнак 2) плавучасць, якая ствараецца падчас апускання, прывядзе да парушэння знешняга выгляду. Такім чынам, пры нанясенні белай формы выкарыстоўваецца камбінацыя напылення і фіранкі. Да ўласцівасцяў пакрыцця прад'яўляюцца больш высокія патрабаванні.
- (2) Трываласць пакрыцця нізкая. Белая форма задняга корпуса трансмісіі мае вялікі аб'ём, тонкую сценку і нізкую шчыльнасць. Уся белая форма не мае ўласцівай калянасці. Трываласць адгезіі пакрыцця пры пакаёвай тэмпературы не высокая, і лёгка вылучыць і пашкодзіць пакрыццё падчас сушкі і апрацоўкі малюнка. Нельга гарантаваць, што ўзор валодае дастатковай устойлівасцю да дэфармацыі ў працэсе насыпання пяску і ўшчыльнення, што прыводзіць да дэфармацыі; высокатэмпературная трываласць пакрыцця не высокая, ва ўмовах высокіх тэмператур немагчыма прадухіліць пашкоджанне пакрыцця ў працэсе ліцця і фарміравання расплаўленага металу, што выклікае абвал, наліпанне пяску і іншыя дэфекты, так што дакладнасць памераў і якасць паверхні адліўкі не могуць быць гарантаваныя; дрэнная рэшткавая трываласць пакрыцця прывядзе да нялёгкай ачыстцы пакрыцця ад паверхні адліўкі пасля залівання.
- (3) Паветрапранікальнасць пакрыцця дрэнная. Паколькі матэрыялам пробнага прадукту з'яўляецца HT250, у працэсе вытворчасці тэмпература залівання кантралюецца на ўзроўні 1380 ~ 1430 ℃, а матэрыялам белай формы - пенаполістырол, які знаходзіцца ў дыяпазоне тэмператур 1350 ~ 1550 ℃. , Ён пачынае хутка трэскацца, гарыць і выпараецца, а нізкамалекулярныя палімеры хутка трэскаюцца, а вялікая колькасць вадароду і вольнага вугляроду выпадае ў асадак. Калі паветрапранікальнасць пакрыцця дрэнная, вялікая колькасць прадуктаў піролізу не можа бесперашкодна вывозіцца праз пакрыццё, што прывядзе да ўзнікнення пары ў ліцці; калі пакрыццё не можа ўбіраць рэшткі, якія ўтвараюцца пры спальванні пенаполістыролу, ліццё схільна да рэшткавых дэфектаў уключэння вугляроду.
Нацэлены на дэфекты ліцця, выкліканыя пакрыццямі ў тэхнічным плане, ён факусуюць на распрацоўцы складаў пакрыццяў і адначасова даследуюць працэс змешвання пакрыццяў.
Распрацоўка складаў пакрыццяў
1. Склад і выбар матэрыялу
- (1) Вогнетрывалае парашковае пакрыццё з губленай пенай мае тры важныя патрабаванні да выбару вогнетрывалай пудры: па -першае, памер часціц вогнетрывалай пудры павінен быць адносна грубым, але калі ён занадта грубы, устойлівасць да пяску пакрыцця паўплывае, і пясок супраць прыліпання будзе ўлічаны. І высокая паветрапранікальнасць, выберыце памер часціц 0.08 ~ 0.071 мм (180/200 меш); па -другое, больш круглая форма вогнетрывалай пудры, тым лепш, круглая пудра мае добрую паветрапранікальнасць; па -трэцяе, вогнетрывалы парашок мае добрую паветрапранікальнасць; Прадукты піролізу з пенапласту павінны мець адсарбцыйную здольнасць. У мэтах паляпшэння агульных характарыстык пакрыцця ў якасці вогнетрывалай пудры выбіраюць парашок клінкеру з багавіння алюмінію (памер часціц 0.08 мм) і парашок слюды (памер часціц 0.071 мм). Парашок баксітаў з высокім дыяксідам алюмінія мае кіпрую структуру з круглявымі зярняткамі, што можа палепшыць паветрапранікальнасць пакрыцця і адсарбцыйную здольнасць прадуктаў піролізу пены; слюдзяны парашок-гэта слаісты сілікат са структуры, які з'яўляецца тэрмаўстойлівым і зносаўстойлівым, ізаляцыйныя характарыстыкі, добрая эластычнасць і гнуткасць, даданне пэўнай долі парашка слюды ў пакрыццё можа палепшыць пакрыццё, высокатэмпературную паветрапранікальнасць і спекаемость пакрыцця.
- (2) Злучнае EPC пакрыццё злучнае з'яўляецца важнай часткай пакрыцця. Гэта не толькі надае трываласць і расцяканне пакрыцця, але і ўплывае на паветрапранікальнасць і падвешванне пакрыцця. Звычайна спалучэнне неарганічнага злучнага і арганічнага злучнага не толькі гарантуе трываласць пакрыцця пры пакаёвай тэмпературы і высокай тэмпературы, але і эфектыўна паляпшае паветрапранікальнасць пакрыцця. З -за вялікага аб'ёму і тонкай сценкі скрынкі перадач і корпуса трансмісіі для забеспячэння калянасці, трываласці і паветрапранікальнасці пакрыцця выкарыстоўваюцца тры віды клею, белы латекс, α -крухмал і парашок RSF з эфектам змочвання. выбраны. Злучальны агент змешваецца і выкарыстоўваецца ў пэўнай прапорцыі. Асабліва выбар парашка RSF эфектыўна паляпшае калянасць, трываласць і паветрапранікальнасць пакрыцця.
- (3) Асноўная функцыя вадкасці -носьбіта - рассейваць вогнетрывалы парашок у ёй. Пры ліцці страчанай пены з улікам патрабаванняў аховы навакольнага асяроддзя, прымянення, сушкі, выдзялення газу і кошту лёгка выкарыстоўваць ваду ў якасці вадкасці -носьбіта. Зрабіце, каб пакрыццё атрымала добрую суспензію, расчышчанасць і не цякучыя ўласцівасці.
- (4) Завісь пакрыцця суспендуючага рэчыва непасрэдна ўплывае на здольнасць пакрыцця і якасць пакрыцця, а таксама ўплывае на эксплуатацыйныя характарыстыкі пакрыцця. З -за буйнога памеру часціц вогнетрывалай пудры і вялікай глейкасці пакрыцця, пры падрыхтоўцы пакрыцця, літый -бентоніт і атапульгіт выкарыстоўваюцца ў якасці суспендуючых рэчываў. Бентаніт літыя і атапульгіт могуць утвараць у вадзе трохмерную сеткавую структуру. Камбінацыя двух можа палепшыць суспензію пакрыцця і палепшыць рэалогію і тэхналагічныя характарыстыкі пакрыцця.
У асноўным існуюць наступныя 3 віды дапаможных дабавак.
- ①Пенаўтваральнік. Ён выкарыстоўваецца для ліквідацыі бурбалак, якія ўтвараюцца пры перамешванні ў працэсе вытворчасці пакрыцця.
- Ur Павярхоўна -актыўнае рэчыва. Асноўная мэта дадання невялікай колькасці павярхоўна -актыўных рэчываў у пакрыццё - палепшыць счапленне пакрыцця з малюнкам і палегчыць нанясенне.
- ③ антысептык. Каб палегчыць захоўванне і доўгі выкарыстанне фарбы, у фарбу дадаюць пэўную колькасць кансервантаў, якія могуць эфектыўна прадухіліць фарбу ад цвілі, пагаршэння і страты глейкасці ў сезон з больш высокімі тэмпературамі.
Даследаванне прадукцыйнасці пакрыцця
1. Метад тэставання прадукцыйнасці пакрыцця
- (1) Шчыльнасць фарбы вымяраецца метадам узважвання градуіраванага цыліндру 100 мл для вызначэння шчыльнасці фарбы.
- (2) Выпрабаванне на ўстойлівасць падвескі пакрыцця прымае градуяваны цыліндр аб'ёмам 100 мл для вызначэння хуткасці ападкаў за 6 гадзін.
- (3) Для праверкі канцэнтрацыі фарбы выкарыстоўваецца лічыльнік Баўме (выкарыстоўваецца на вытворчым участку).
- (4) Выпрабаванне таўшчыні пакрыцця: Апусціце падрыхтаваны блок з узораў з пенапласту 100 мм × 100 мм × 12 мм (лепш з абрэзанай белай формы), апусціце яго ў змешаную фарбу на 10 секунд, дастаньце і пастаўце пры тэмпературы 50 ° C электрычны Пасля сушкі на працягу 3 гадзін у сушыльнай каробцы дастаньце тэставы блок і вымерайце таўшчыню пакрыцця.
- (5) Выпрабаванне высокатэмпературнай паветрапранікальнасці і высокатэмпературнай трываласці пакрыцця прымае шматфункцыянальны тэстар прадукцыйнасці, распрацаваны Навукова-тэхнічным універсітэтам Хуачжун.
2. Прадукцыйнасць страчанага пакрыцця з пены заснавана на прыведзенай вышэй формуле пакрыцця
Працэс падрыхтоўкі пакрыцця
Многія выпрабаванні паказалі, што эфектыўнасць пакрыцця не толькі звязана з складам пакрыцця, але і з працэсам фарміравання пакрыцця. Адзін і той жа склад і розныя працэсы рэцэптуры аказваюць вялікі ўплыў на характарыстыкі пакрыцця. Для атрымання пакрыцця з добрымі тэхналагічнымі паказчыкамі працэс падрыхтоўкі павінен гарантаваць, што тиксотропный агент, звязальнае рэчыва і растваральнік цалкам дысперсныя і маюць моцную адсорбцыю з вогнетрывалым парашком, так што кампаненты пакрыцця цалкам інтэгруюцца пакрыццё валодае добрай тыксатрапіяй і пакрыццём.
1. Абсталяванне для падрыхтоўкі фарбы
Высакахуткасны дысперсійны змяшальнік, мяшалка для пяску ролікавага тыпу.
2. Спосаб падрыхтоўкі
- (1) Падрыхтоўка мокрага парашковага пакрыцця: Уліце ўзважаны вогнетрывалы парашок у валікавы змяшальнік для пяску, змяшайце на працягу 5-10 хвілін, а затым паслядоўна ўліце ў сумесь злучнае, суспендуючы агент і дапаможныя дабаўкі У млыне, пасля змешвання на працягу 30-40 хвілін ён будзе размалочаны і пакеціраваны для наступнага выкарыстання.
- (2) Падрыхтоўка завісі фарбы. Узважце пэўную колькасць мокрай парашковай фарбы ў адпаведнасці з суадносінамі парашка і вады ад 1: 0.6 да 0.7, узварыце пэўную колькасць вады ў вядро для змешвання фарбы і пастаўце вядро з фарбай пад высакахуткасны дысперсійны змяшальнік. Уключыце высакахуткасны дысперсійны змяшальнік, а затым дадайце ўзважаную мокрую парашковую фарбу. Змешвайце на высокай хуткасці (800 ~ 900 аб/мін) каля 40 хвілін, затым мяшайце на невялікай хуткасці (< 600 аб/мін) на працягу 2 гадзін. Пасля змешвання аднастайнай фарбы пакіньце яе на 24 гадзіны, яна цалкам выспела, а вільготнасць можна рэгуляваць у адпаведнасці з патрабаваннямі ступені Бомэ падчас выкарыстання.
заключэнне
- (1) Даданне адпаведнай колькасці парашка слюды ў вогнетрывалы парашок можа палепшыць пакрыццё і суспензійныя ўласцівасці пакрыцця. Пры нанясенні ўзору можна адначасова атрымаць больш тоўстае пакрыццё, што скарачае колькасць разоў афарбоўвання ўзору і спрашчае вытворчы працэс; дадаючы адпаведную колькасць парашка слюды для атрымання той жа таўшчыні пакрыцця, агульная вага ўзору пасля нанясення зніжаецца, што можа эфектыўна забяспечыць калянасць і трываласць малюнка; даданне адпаведнай колькасці парашка слюды зніжае тэмпературу баксітавага парашка Тэмпература спякання пакрыццё лёгка адслойваецца ад адлівак пасля залівання, а паверхня адліўкі гладкая і чыстая.
- (2) У формуле пакрыцця, дадаючы парашок змочваючага злучнага RSF, счапленне пакрыцця з пенапластам відавочна ўзмацняецца, а трываласць пакрыцця паляпшаецца, што вельмі важна для забеспячэння калянасці і трываласці малюнка .
- (3) Бентаніт літыя і атапульгіт выкарыстоўваюцца ў спалучэнні. У адпаведнасці з працэсам змешвання, распрацаваным для страчаных пенапластавых пакрыццяў, было праверана, што суспензія, тыксатропнасць і ўласцівасці пакрыцця былі значна палепшаны. Таўшчыня пласта раўнамерная, што дазваляе пазбегнуць дэфектаў прыліпання пяску да белай цвілі.
Калі ласка, захавайце крыніцу і адрас гэтага артыкула для перадруку: Страчанае пакрыццё з ліцця з пены для вялікіх складаных дэталяў з тонкіх сцен
Мінге Кампанія па ліццё пад ціскам прызначаны для вытворчасці і забяспечваюць якасную і высокаэфектыўную ліццёвую дэталь (асартымент ліцейных частак для металу ў асноўным уключае Тонкасценнае ліццё,Кастынг гарачай камеры,Халодная камера ліцця пад ціскам), Круглы сэрвіс (служба ліцця пад ціскам,Апрацоўка з ЧПУ,Выраб цвілі, Апрацоўка паверхні). Любыя замовы для ліцця пад ціскам з алюмінія, ліцця пад магніем або замакам / цынкам і іншыя патрабаванні да адлівак можна звязацца з намі.

Пад кантролем ISO9001 і TS 16949 усе працэсы ажыццяўляюцца праз сотні сучасных машын для ліцця пад ціскам, 5-восевых машын і іншых установак, пачынаючы ад бластеров і заканчваючы пральнымі машынамі Ultra Sonic. Minghe мае не толькі сучаснае абсталяванне, але і прафесійнае абсталяванне каманда вопытных інжынераў, аператараў і інспектараў, каб спраектаваць дызайн заказчыка.

Кантрактны вытворца адлівак з штампаў Магчымасці ўключаюць алюмініевыя часткі для ліцця пад ціскам ад халоднай камеры ад 0.15 фунта. да 6 фунтаў., хуткая налада змены і апрацоўка. Паслугі з дадатковай вартасцю ўключаюць паліроўку, вібрацыю, зняцце задзірын, дробеструйную апрацоўку, афарбоўку, пакрыццё, пакрыццё, зборку і аснастку інструментаў. Матэрыялы, з якімі працавалі, уключаюць такія сплавы, як 360, 380, 383 і 413.

Дапамога ў дызайне ліцця пад ціскам / адначасовыя інжынерныя паслугі. Спецыяльны вытворца прэцызійных адлівак з цынка. Могуць вырабляцца мініяцюрныя адліўкі, адліўкі пад высокім ціскам, адліўкі з некалькіх слайдаў, звычайныя адлівачныя формы, адліўкі пад штампы і незалежныя адліўкі, а таксама адліваныя вырабы з паражніной. Адліўкі могуць вырабляцца з даўжынёй і шырынёй да 24 цаляў у +/- 0.0005 цалі.

ISO 9001: 2015 сертыфікаваны вытворца адліванага магнію, Магчымасці ўключаюць ліццё пад ціскам магнію пад высокім ціскам да 200 тон гарачай камеры і 3000 тон халоднай камеры, дызайн інструментаў, паліроўка, ліццё, апрацоўка, афарбоўка парашкамі і вадкасцямі, поўны кантроль якасці з магчымасцямі ШМ , зборка, упакоўка і дастаўка.

Сертыфікавана ITAF16949 Дадатковая служба кастынгу ўключае ліцця па выплавляемым мадэлям,ліццё пяску,Гравітацыйны ліццё, Кастынг страчанай пены,Цэнтрабежны кастынг,Вакуумнае ліццё,Пастаянная ліццё цвілі, .Можнасці ўключаюць EDI, інжынерную дапамогу, цвёрдае мадэляванне і другасную апрацоўку.

Ліцейныя галіны Тэматычныя даследаванні дэталяў для: Аўтамабіляў, ровараў, самалётаў, музычных інструментаў, плаўсродкаў, аптычных прыбораў, датчыкаў, мадэляў, электронных прылад, карпусоў, гадзін, машын, рухавікоў, мэблі, ювелірных вырабаў, прылад, тэлекамунікацый, асвятлення, медыцынскіх прыбораў, фатаграфічных прылад, Робаты, скульптуры, гукавое абсталяванне, спартыўнае абсталяванне, інструменты, цацкі і многае іншае.
Што мы можам дапамагчы вам зрабіць далей?
∇ Перайдзіце на галоўную старонку для Ліццё пад ціскам Кітай
→Часткі ліцця-Даведайцеся, што мы зрабілі.
→ Параўнаныя парады пра Паслугі ліцця пад ціскам
By Вытворца ліцця пад ціскам Minghe | Катэгорыі: Карысныя артыкулы |матэрыял Ключавыя словы: Алюмініевае ліццё, Цынкавае ліццё, Ліццё магніем, Тытанавы ліццё, Ліццё з нержавеючай сталі, Ліццё з латуні,Бронзавы ліццё,Кастынг відэа,Гісторыя кампаніі,Алюмініевае ліццё пад ціскам | Каментарыі адключаны







