
Новы працэс ліцця пад ціскам з алюмінію з вадзяным астуджэннем
З хуткім развіццём энергаблокаў, электрамабіляў і тэхналогій вытворчасці рухавікоў у метро літыя алюмініевыя каркасы з вадзяным астуджэннем шырока выкарыстоўваюцца ў вытворчасці аўтамабіляў. Зялёныя і экалагічна чыстыя рухавікі электрамабіляў з энерганосьбітамі, высакахуткасныя генератары электраэнергетычных рухавікоў, рухавікі аўтобусаў аэрапортаў і цягавыя рухавікі з пастаянным магнітам для гарадскіх перавозак у асноўным выкарыстоўваюць літыя алюмініевыя базы з вадзяным астуджэннем. Добры эфект адводу цяпла ад літой рамы з вадзяным астуджэннем з'яўляецца ключом да задавальнення патрабаванняў вытворчасці рухавікоў. Асноўны вытворчы працэс уключае тэхналогію выплаўкі металу, тэхналогію фармавання, тэхналогію зборкі, тэхналогію апрацоўкі і іншыя аспекты. Ці з'яўляецца разумная структура асновы машыны з літым алюмініем з вадзяным астуджэннем, і яе якасць напрамую ўплывае на эксплуатацыйную надзейнасць, прадукцыйнасць працы і эканамічныя выгады гэтага тыпу рухавікоў. Структура прымянення Разумная рама з вадзянога астуджэння з алюмініевага ліцця можа палепшыць эксплуатацыйную надзейнасць гэтага тыпу рамы рухавіка, скараціць вытворчы цыкл, зэканоміць вытворчыя выдаткі і павысіць прадукцыйнасць працы і эканамічныя выгады.
1. Сучасны стан тэхналогіі вытворчасці рамы з вадзяным астуджэннем
1.1 Метад працэсу
Метады вытворчасці літых алюмініевых баз з вадзяным астуджэннем у адной і той жа прамысловасці ў краіне і за мяжой ўключаюць: суцэльнае ліццё пяском, раскол пясчанага ліцця, экструзійнае ліццё і г.д. сплаў плавільнай каробкі зборкі-залівання-ачысткі гатовага прадукту. Працэс расколу ліцця: вытворчасць скрынкі формы ядра-пясчаная форма-пясчанае ядро-сплаў-плаўка-зборка-заліванне-ачыстка-апрацоўка-зварка-зборка для фарміравання базавай нарыхтоўкі. Працэс экструзійнага фармавання: вытворчасць формы-адліванага алюмінію, выплаўка-заліванне алюмініевых зліткаў-экструзійнае ліццё пад высокім ціскам-зварачныя машыны.
1.2 Недахопы традыцыйных рамёстваў і метадаў
Праблема інтэгральнай рамы з літым алюмініем з вадзяным астуджэннем-гэта нізкі выхад рамы і працяглы цыкл вытворчасці. Самая вялікая праблема складана ачысціць пясчанае ядро воднага канала і цяжка выправіць пясчанае ядро воднага канала; у структуры расколанага алюмініевага каркаса з вадзяным астуджэннем ёсць праблемы. Працэс вытворчасці грувасткі, цыкл занадта доўгі, якасць цяжка кантраляваць, а ўнутраны і знешні цыліндры неабходна папярэдне апрацаваць, а тарцы герметызаваць і зварваць, што лёгка працякае пасля апрацоўкі; базавая структура з экструдаваным алюмініем з вадзяным астуджэннем: абмежавана танажам прэса, вялікая Машынная база не можа быць рэалізаваная, і існуе небяспека ўцечкі вады з-за герметызацыі і зварачнага шва, які неабходна апрацаваць. Часта падстава машыны працякае з -за праблем з якасцю зваркі, што ўплывае на прадукцыйнасць асновы машыны і нават выклікае лом рухавіка.
2. Канцэпцыя і мэта новага метаду працэсу
Аналізуючы недахопы традыцыйных метадаў працэсаў, прапануецца новы працэс, характарыстыкі якога ўключаюць:
- 1) Унутры і звонку аднаразовае ліццё пад высокім ціскам.
- 2) Структурныя асаблівасці астуджальнага канала фармуюцца адначасова з унутраным і вонкавым цыліндрамі.
- 3) Ліквідуе складаныя і працяглыя этапы апрацоўкі канала астуджальнай вады на базе машыны.
- 4) Зварачны шво кантралюецца з унутранага боку фланца, і зварачны шоў нельга апрацоўваць, што вырашае праблему ціску і ўцечкі вады ў аснову машыны ў працэсе зваркі.
- 5) Усталюйце пазіцыі і канструкцыі каналаў на сценцы воднага шляху для павышэння надзейнасці асновы машыны.
- 6) Умяшанне нагрэву ўтулкі.
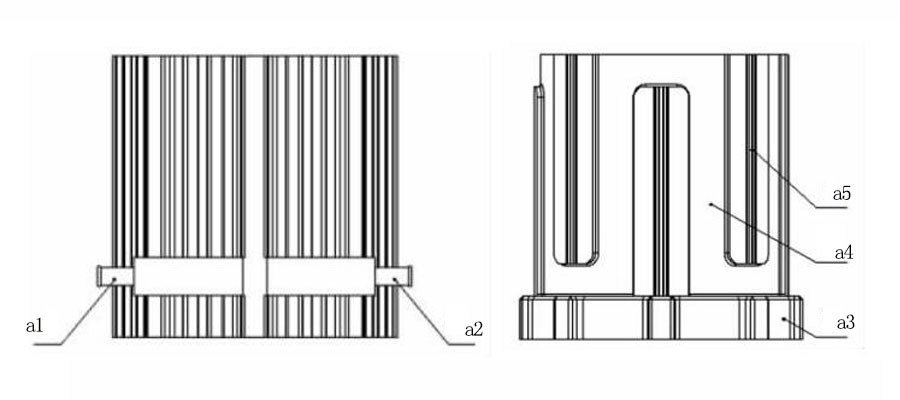
- a1: уваход
- a2: Водны шлях
- a3: Фланец абароны ўнутранага цыліндру і тарцовая вечка
- а4: Астуджэнне воднага шляху
- a5: Ключ-даведнік супраць вады
3. Канкрэтны працэс рэалізацыі новага працэсу
Працэс новага працэсу ліцця пад ціскам такі: вытворчасць формы-выплаўка сплаву-ліццё пад ціскам-гарачая ўтулка-зварка-загатоўка. Унутраны і знешні вадзяныя каналы цыліндру адліваюцца ў форму метадам ліцця пад ціскам, апрацоўка не патрабуецца. У поўнай меры выкарыстоўвайце характарыстыкі ліцця пад ціскам, хуткую хуткасць, высокую аздабленне паверхні, выкарыстоўваючы тэхналогію ліцця пад ціскам, ліццё пад ціскам у знешні і ўнутраны цыліндры. W-вобразная структура канала і накіроўвалая W-канаўка адлітыя на ўнутраным цыліндры, як паказана на малюнку 2; знешні цыліндр адліваецца з накіроўвалай і замыкальнай канструкцыяй, унутраны і знешні цыліндры адначасова папярэдне разаграваюцца, а затым унутраны і знешні цыліндры награваюцца, як паказана на мал. 3.

Ўшчыльненне зварваецца ў загатоўку падставы, як паказана на малюнку 4. Перавагі новага працэсу:
- 1) Унутраны і знешні цыліндры непасрэдна фармуюцца шляхам ліцця пад ціскам без апрацоўкі водных каналаў.
- 2) Знешні цыліндр мае ўнутраны фланец, а ўнутраны цыліндр - знешні фланец для абароны зварнага шва.
- 3) Унутраны і знешні цыліндры папярэдне разагрэты для перашкод нагрэву.
- 4) Усталюйце накіроўвалыя і замыкаючыя прылады для забеспячэння надзейнасці падставы.
4. выснову
Новы вытворчы працэс W-вобразнай рамы з вадзяным астуджэннем з'яўляецца прэцэдэнтам у айчыннай прафесійнай машынабудаўнічай прамысловасці. Зыходзячы з паглынання айчыннай і замежнай тэхналогіі вытворчасці літой алюмініевай рамы, у спалучэнні са структурай ліцця, для рэалізацыі вытворчасці W-вобразнай алюмініевай рамы з вадзяным астуджэннем выкарыстоўваюцца асаблівыя метады працэсу. Выкарыстоўваюцца ўмяшальнікі папярэдняга нагрэву, прадумана прадугледжана абарона ад зварных швоў і прадухіленне ўцечкі вады, а таксама выраблена W-вобразная машына з вадзяным астуджэннем. Скараціць цыкл распрацоўкі прадукцыі, знізіць складанасці і працаёмкасць вытворчасці рухавікоў, спрасціць працэс вытворчасці асноўных кампанентаў электрычных машын, павысіць надзейнасць вытворчасці і эксплуатацыі і эфектыўна кантраляваць выдаткі на вытворчасць рухавікоў.
Калі ласка, захавайце крыніцу і адрас гэтага артыкула для перадруку: Новы працэс ліцця пад ціскам з алюмінію з вадзяным астуджэннем
Мінге Кампанія па ліццё пад ціскам прызначаны для вытворчасці і забяспечваюць якасную і высокаэфектыўную ліццёвую дэталь (асартымент ліцейных частак для металу ў асноўным уключае Тонкасценнае ліццё,Кастынг гарачай камеры,Халодная камера ліцця пад ціскам), Круглы сэрвіс (служба ліцця пад ціскам,Апрацоўка з ЧПУ,Выраб цвілі, Апрацоўка паверхні). Любыя замовы для ліцця пад ціскам з алюмінія, ліцця пад магніем або замакам / цынкам і іншыя патрабаванні да адлівак можна звязацца з намі.

Пад кантролем ISO9001 і TS 16949 усе працэсы ажыццяўляюцца праз сотні сучасных машын для ліцця пад ціскам, 5-восевых машын і іншых установак, пачынаючы ад бластеров і заканчваючы пральнымі машынамі Ultra Sonic. Minghe мае не толькі сучаснае абсталяванне, але і прафесійнае абсталяванне каманда вопытных інжынераў, аператараў і інспектараў, каб спраектаваць дызайн заказчыка.

Кантрактны вытворца адлівак з штампаў Магчымасці ўключаюць алюмініевыя часткі для ліцця пад ціскам ад халоднай камеры ад 0.15 фунта. да 6 фунтаў., хуткая налада змены і апрацоўка. Паслугі з дадатковай вартасцю ўключаюць паліроўку, вібрацыю, зняцце задзірын, дробеструйную апрацоўку, афарбоўку, пакрыццё, пакрыццё, зборку і аснастку інструментаў. Матэрыялы, з якімі працавалі, уключаюць такія сплавы, як 360, 380, 383 і 413.

Дапамога ў дызайне ліцця пад ціскам / адначасовыя інжынерныя паслугі. Спецыяльны вытворца прэцызійных адлівак з цынка. Могуць вырабляцца мініяцюрныя адліўкі, адліўкі пад высокім ціскам, адліўкі з некалькіх слайдаў, звычайныя адлівачныя формы, адліўкі пад штампы і незалежныя адліўкі, а таксама адліваныя вырабы з паражніной. Адліўкі могуць вырабляцца з даўжынёй і шырынёй да 24 цаляў у +/- 0.0005 цалі.

ISO 9001: 2015 сертыфікаваны вытворца адліванага магнію, Магчымасці ўключаюць ліццё пад ціскам магнію пад высокім ціскам да 200 тон гарачай камеры і 3000 тон халоднай камеры, дызайн інструментаў, паліроўка, ліццё, апрацоўка, афарбоўка парашкамі і вадкасцямі, поўны кантроль якасці з магчымасцямі ШМ , зборка, упакоўка і дастаўка.

Сертыфікавана ITAF16949 Дадатковая служба кастынгу ўключае ліцця па выплавляемым мадэлям,ліццё пяску,Гравітацыйны ліццё, Кастынг страчанай пены,Цэнтрабежны кастынг,Вакуумнае ліццё,Пастаянная ліццё цвілі, .Можнасці ўключаюць EDI, інжынерную дапамогу, цвёрдае мадэляванне і другасную апрацоўку.

Ліцейныя галіны Тэматычныя даследаванні дэталяў для: Аўтамабіляў, ровараў, самалётаў, музычных інструментаў, плаўсродкаў, аптычных прыбораў, датчыкаў, мадэляў, электронных прылад, карпусоў, гадзін, машын, рухавікоў, мэблі, ювелірных вырабаў, прылад, тэлекамунікацый, асвятлення, медыцынскіх прыбораў, фатаграфічных прылад, Робаты, скульптуры, гукавое абсталяванне, спартыўнае абсталяванне, інструменты, цацкі і многае іншае.
Што мы можам дапамагчы вам зрабіць далей?
∇ Перайдзіце на галоўную старонку для Ліццё пад ціскам Кітай
→Часткі ліцця-Даведайцеся, што мы зрабілі.
→ Параўнаныя парады пра Паслугі ліцця пад ціскам
By Вытворца ліцця пад ціскам Minghe | Катэгорыі: Карысныя артыкулы |матэрыял Ключавыя словы: Алюмініевае ліццё, Цынкавае ліццё, Ліццё магніем, Тытанавы ліццё, Ліццё з нержавеючай сталі, Ліццё з латуні,Бронзавы ліццё,Кастынг відэа,Гісторыя кампаніі,Алюмініевае ліццё пад ціскам | Каментарыі адключаны







